环形荧光灯是应用较为广泛的家庭室内照明光源,一般有T5和T9两种管径。在上世纪九十年代以前,我国环形灯消费主要以T9为主,之后,T5灯占据了环形灯总用量的95%以上的市场份额,很少有T9环形在使用了。然而,在国外,T9环形灯的使用却与国内有较大的差别。
引言
环形荧光灯是应用较为广泛的家庭室内照明光源,一般有T5和T9两种管径。在上世纪九十年代以前,我国环形灯消费主要以T9为主,之后,T5灯占据了环形灯总用量的95%以上的市场份额,很少有T9环形在使用了。然而,在国外,T9环形灯的使用却与国内有较大的差别。现在,国产的T9环形灯几乎全部用于出口。
进入2011年以后,LED灯的发展对传统照明产生了强大的冲击力,T8玻璃管LED灯正在逐步取代T8管径的荧光灯,而作为取代T9环形荧光灯的LED环形灯由于技术方面的限制,至今尚未有产品面世。
常用的T9环形荧光灯有22W、32W和40W三种规格,按国家标准的要求,颜色为RR和RZ的卤粉灯光效分别仅为45、50和56lm/W。而对于带有光扩散涂层的玻璃管LED来说,目前,光效做到100 lm/W是很容易达到的,这个光效达到了荧光灯的2倍,因而,具有极大的市场前景。本文所指的环形玻璃管LED灯产品是专为替代传统环形荧光灯而设计的。
一、实现LED环形灯的工艺技术问题
传统的环形荧光灯是先将灯管涂上荧光粉,再经过烤管工艺将高分子粘结剂分解成气体而离开涂层,而后,再经过高温加热软化弯曲成型。LED灯中的光扩散涂层与荧光灯中荧光粉的作用是完全不一样的,它不需要发光,只是为了将光通过漫射、折射作用后增加发光面积减少眩光。玻璃管LED灯对光扩散涂层的要求是不但要使其有高的透光率和高的雾度,而且也要求涂层有一定的机械强度。这样,对涂层的牢固度就有了更高有要求。这样的要求使得光扩散涂层必须使粘结剂在寿命期间始终固定在灯管内壁上,再者,由于固定光扩散剂为高分子粘结剂,分解温度很低,不能在涂了光扩散层后再进行加热弯曲。在此之前,全球还没有在灯管弯曲之后再涂荧光粉或者光扩散层的工艺技术。
二、 环形管光扩散涂层的涂覆技术
1.定量灌涂工艺
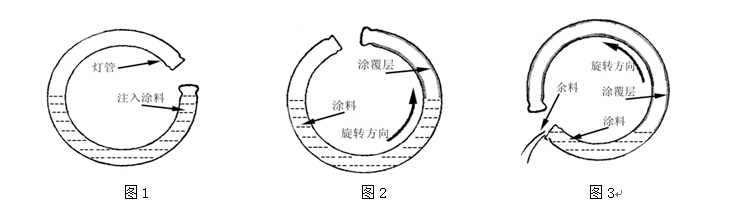
环形管的光扩散涂层工艺与直管型涂覆工艺最大的区别在于其不能让多余的涂料垂直顺利流下。为此,我们设计了定量灌注法工艺。定量灌注法就是首先将少量涂料灌注到弯曲成型的环形玻璃管中(如图1),然后,在垂直平面方向上旋转(图2),余料流入回粉槽中(图3)以备再回收使用。环形玻璃管经过270度的旋转之后,整个灯管内壁被涂料完全覆盖,剩余涂料也被倾倒了出来。
2.微观力学分析
现在,我们来讨论一下涂覆过后尚未干燥的涂层会产生哪些力学问题。由于重力的作用,处于流体状态的涂料将在重力的作用下向下部流动,由于灯管为非直管型,如果涂料流下来将会产生不规则的痕迹,使得整个涂层局部变得厚薄不均匀,影响外观质量,既而也会影响到光输出质量。
当我们把每一处所在的点看作一个质点,从微观的角度来分析的时候,就会发现该质点要受到三个方面的力的作用,第一是重力,其方向垂直向下,第二是质点与玻管之间的摩擦力,方向与玻璃管的切线方向一致,第三是质点与玻管之间的分子力(范德华力),方向垂直于切线,第四是质点在胶体中受到的粘滞力。
为了克服因重力而使得涂料向下流动,我们构思设计了涂覆过后继续让玻管继续旋转的方法。灯管在旋转时,涂层上微观质点的受力情况就变得复杂了。但是,它受力的方向是一定的,那就是环形灯管的切线方向(简称切线力)。这个切线力在不同的方向有不同的作用,在垂直向上方向它可以抵消部分重力避免质点向下流动,在垂直向下方向它可以利用质点与玻管之间的摩擦力和粘滞力使得质点与玻管间不产生位移,而在水平方向,切线力是水平的,只要保持切线力不小于重力,就能够使得质点不至于下落。
3.基于微观力学分析下的涂料设计
通过以上理想状态下的力学分析,似乎说明只要控制好灯管的转速,给予质点足够的切线力就能克服因涂料流动而产生的不规则痕迹,其实情况,并非如此理想。因为涂层有一定的厚度,离玻管越远,范德华力会迅速减弱,在玻管上的吸附作用就会大打折扣。为了弥补摩擦力的不足,我们可以运用增加粘度的方法增加质点间的粘滞力,但同时为了抵消因增加粘度而带来的涂层过厚的弊端,就应该减少密度(比重)。实践证明,根据以上分析采取的措施是可行的。这样,实现非直管涂粉技术的三个前提条件就非常清楚了,这三个前提条件一是灯管必须有一定的旋转,二是保证涂料有一定的粘度,三是降低悬浮液的密度。
恒量光扩散涂层有两重要指标:透光率和雾度,从雾度的角度设计考虑,光扩散剂的最佳颗粒度应该在2μm以上。但对于环形灯来说,由于在使用时不会直接裸露安装,这也会大大地降低对雾度的要求,通过验证,雾度可以降到70左右也不会影响使用效果。雾度要求的降低为颗粒度的重新设计提供了很大的自由度,并且,雾度降低之后,我们就可以选择较小的颗粒度,使得透光率也会提高。密度降低15%左右,粘度升高20%左右,粘滞力也随之增加,对克服工艺过程中粉浆因重力而下落有一定的帮助。但是,过高的粘度会增加涂粉下落的时间,粉层变厚。
4.涂料中的溶剂
目前,玻璃直管LED灯内的光扩散涂层所用溶剂,已经从醋酸丁酯发展到了以水作溶剂的涂覆技术。但这种与大多数有机溶剂相比,同样条件下水的挥发速度相对较慢,该工艺用于环形灯尚有一定的难度,迅速干燥是环形LED灯的基本要求,但是过快速的干燥又对涂层的均匀度形成威胁,粉浆中流平剂的作用会大打折扣。因为涂料中的挥发组分挥发越快涂料中的浓度差变化越快,流平性能变差。作为成本和实用性比较,乙醇的比挥发速度为203,虽低于酸酸乙酯的615,但却高于醋酸丁酯的100,作为溶剂有实用价值。带有羟基的乙醇与水的性质有很多的相似之处,且可以以任意的比例互溶。只要能溶于水的溶质全部都能溶于乙醇。利用乙醇的这个性质,我们采用水溶性的粘结剂,取得了良好的涂覆效果。以乙醇作为溶剂可以达到低毒、无污染的使用效果,实验证明,实践与理论有很好的符合性。
5. 干燥风的设计
为了最大限度地克服重力的作用,我们可以用增加转速的方法来加大质点的离心力。在匀速转动的初期质点在离心力作用下位移较小,随着时间的推移,质点位移增加,涂层质量变差。此时,干燥风的作用就显得尤为重要。在光扩散涂层涂覆工艺中使用干燥风有两个目的,一个是使溶剂在加热的过程中迅速从涂层中逸出将涂层固定,另一个最让业内技术人员忽略的是在涂层被固定之后将粘结剂在一定的温度下加热,使其化学性质发生不可逆转的变化,最后形成坚实牢固的涂层。
吹干燥风工艺中一个值得考虑的是风的方向问题。对于直管灯,吹热风的方向为垂直向下的。而对于匀速旋转的环形灯,究竟该向哪个方向吹?一种是顺着旋转方向,另一种是逆着旋转方向。从质点受力分析,逆着旋转方向,风力会与质点的离心力相叠加,增加质点运动的动力,而顺着旋转方向便有可能抵消一部分减少质点运动的离心力。最理想的情况是风力能等于质点的离心力,过大或过小都不好。试验结果与理论分析能在很大程度上能很好地吻合。
三、环形玻璃LED灯的光电参数设计
为了达到替换T9传统环形荧光灯的目标,首先应该保证的是光通量的值不能减少。对于32W环形灯来讲,初始光效应该达到1600lm/W。其次是显色指数,T9卤粉环形管的平均显色指数Ra一般在70以上,作为红色还原的真实性的特殊显色指数R9约在-30~-10之间。上述色参数,我国大多数公司的灯珠水平都可以达到。在这个色参数水平下,就目前市场的灯珠水平都可以达到120 lm/W,考虑到透光率的影响,那么,功率可以按16W设计,况且,在2000小时乃至在更长的时间燃点之后,LED灯的流明维持率在98%以上,而环形荧光灯约在85%左右。因此,功率可以设计为16W,但实际设计时由于灯珠串联与并联的需要,将其额定功率定为17W。表1是实测17W灯的光电色参数。
四、讨论
基于预弯管涂层涂覆技术成功地用于环形灯光扩散涂层涂覆工艺,在目前的光源照明领域尚属于首创。该技术首先将流体力学与经典力学相结合,开创了微观质点受力分析在光扩散涂层上运用的先河。该技术不但可用于环形玻璃LED灯的制造,同时,对于传统光源的荧光涂覆工艺也会产生有益的启迪。